随着时代的发展,市场对大型塔机的需求增大,方圆塔机以其优越的性能,备受广大用户的认可。焊接是塔机生产中至关重要的一环,决定着塔机的品质。特别是大型塔机对焊接的质量要求更高!
传统的焊接方法,包括“船型”焊已经达到焊接焊缝宽度的物理极限。因为超过12mm的焊缝一次成形极容易出现未熔合现象,即未焊透!在面对大塔的大厚壁结构,需要运用“多层多道焊”工艺。
“多层多道焊”的工艺特点:
结合焊大厚壁结构件,保证焊缝质量。
可以减少焊接变形,由于多层多道焊一次性热量输出少,减少了变形。
减少焊缝内应力。由于单层焊变形大,造成应力较大,多层多道焊变形小,焊接结构的刚性提高,所产生的拘束力小,应力随之大大减小。
防止焊缝过热,降低产生缺陷的概率,多层多道焊,热影响区小,焊缝在高温停留的时间短,防止过热,有效地改善了焊缝组织的金相结构。
可以提高焊缝金属的质量,特别是塑性。多层多道焊,前道焊缝对后道焊缝进行了退火处理,减少了前道焊缝的应力,同时由于后道焊缝对前道焊缝进行了加热,相当于做一次正火处理,细化焊缝组织的晶粒提高了焊缝金属的整体塑性,提升焊接质量。
多层多道焊的焊接要点:
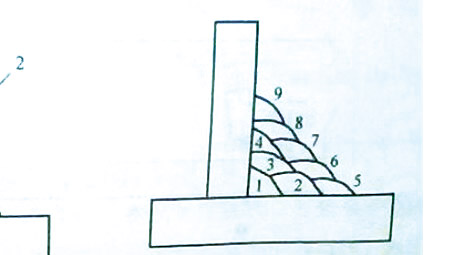
第一层,应采用较大的焊接电流,焊枪与焊件的夹角应减少,并指向偏离根部2-3mm;第二层,应运用较小的焊接电流,焊枪指向第一道的凹坑处,最好采用左焊法;第三层,焊枪角度与指向应保证得到等焊脚及光滑均匀的焊道为宜。如图: